

डब्ल्यूपीसी डेकिंग एक्सट्रूज़न लाइन की उत्पादन गति कैसे सुधारें?
डब्ल्यूपीसी डेकिंग एक्सट्रूज़न लाइनों के लिए उत्पादन गति का अनुकूलन: एक व्यापक गाइड
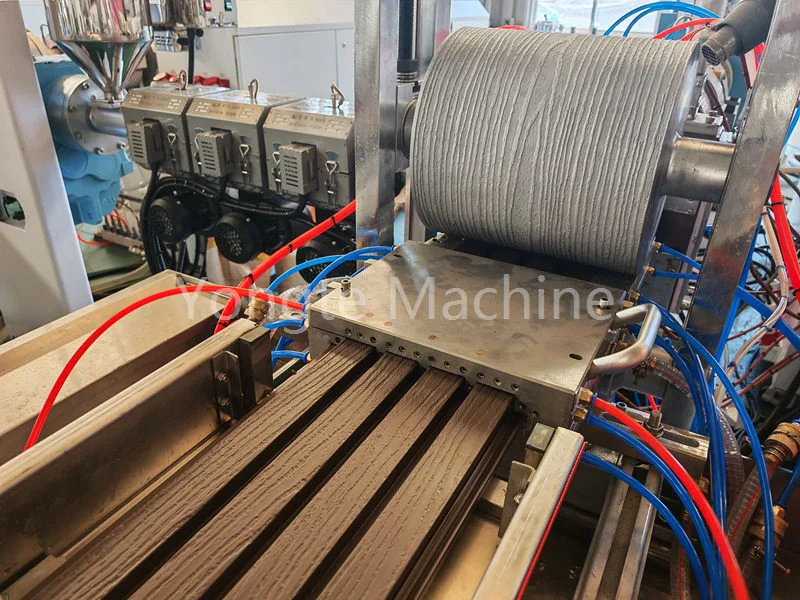
योंगटे उच्च गति के लिए पेशेवर निर्माता हैडब्ल्यूपीसी डेकिंग एक्सट्रूज़न लाइन उच्च गुणवत्ता वाले डब्ल्यूपीसी डेकिंग उत्पाद बनाने की उच्च क्षमता के साथ। उत्पादन गति को अधिकतम करने के लिएडब्ल्यूपीसी डेकिंग एक्सट्रूज़न लाइनएस, मुख्य रणनीति पांच परस्पर जुड़े उद्देश्यों पर केंद्रित है: प्लास्टिकीकरण दक्षता को स्थिर करना, सामग्री प्रतिरोध को कम करना, तेजी से शीतलन को सक्षम करना, पूर्ण-लाइन सिंक्रनाइज़ेशन सुनिश्चित करना और डाउनटाइम को कम करना - सभी कड़े उत्पाद गुणवत्ता मानकों को बनाए रखते हुए।

I. फॉर्मूलेशन और कच्चा माल प्रीट्रीटमेंट (स्मूद एक्सट्रूज़न के लिए फाउंडेशन)
1. प्रवाहशीलता और थर्मल स्थिरता को बढ़ाने के लिए फॉर्मूलेशन को अनुकूलित करें
· अनुकूलता एजेंट/लिंकर: लकड़ी के पाउडर-प्लास्टिक आसंजन को बढ़ाने के लिए पर्याप्त मेनिक एनहाइड्राइड-ग्राफ्टेड पीई/पीपी (उदाहरण के लिए, एमएएच-जी-पीई) जोड़ें, जिससे ढेर और पिघले फ्रैक्चर को कम किया जा सके।
· स्नेहक प्रणाली:
o आंतरिक स्नेहक (जैसे, स्टीयरिक एसिड, पीई मोम) पिघली हुई चिपचिपाहट को कम करते हैं, जिससे स्क्रू कतरनी गर्मी और मुख्य इकाई भार कम हो जाता है।
o बाहरी स्नेहक (उदाहरण के लिए, पैराफिन, ऑक्सीकृत पॉलीथीन मोम): सामग्री-से-सिलेंडर/मोल्ड घर्षण को कम करें और बाहर निकालना दबाव कम करें।
o अत्यधिक बाहरी फिसलन को रोकने के लिए कुल अतिरिक्त राशि को 1%-3% के भीतर नियंत्रित किया जाना चाहिए जो स्तरीकरण और सतह दोष का कारण बन सकता है।
· भराव और लकड़ी का पाउडर: लकड़ी के पाउडर की नमी की मात्रा को ≤3% तक नियंत्रित किया जाना चाहिए, एक समान कण आकार (80-120 जाल) के साथ; तेल अवशोषण और चिपचिपाहट वृद्धि को कम करने के लिए सक्रिय कैल्शियम कार्बोनेट का चयन किया जाना चाहिए।
2. मिश्रण और पूर्व-प्लास्टिसाइजेशन (फ्रंट-एंड बॉटलनेक)
· ठंडे मिश्रण के साथ उच्च गति का गर्म मिश्रण मृत क्षेत्रों के बिना एक समान मिश्रण सुनिश्चित करता है, स्थानीयकृत "मृत सामग्री" या ढेर को रोकता है।
· जब संभव हो, तो पाउडर सामग्री को कणिकाओं में मिलाने के लिए पूर्व-पीसने की प्रक्रिया को शामिल किया जा सकता है, जिससे अधिक स्थिर फीडिंग, तेज प्लास्टिककरण और लाइन गति में 20%-30% की वृद्धि सुनिश्चित होती है।

द्वितीय. एक्सट्रूडर होस्ट और स्क्रू (कोर पावर यूनिट)
1. स्क्रू और बैरल का अनुकूलन
· उच्च पहलू अनुपात (एल/डी=40-48) और उच्च-टॉर्क समानांतर ट्विन स्क्रू का चयन कतरनी और मिश्रण प्रदर्शन को बढ़ाने के लिए किया जाता है, जो उन्हें उच्च-भरण वाले डब्ल्यूपीसी फॉर्मूलेशन के लिए उपयुक्त बनाता है।
· पेंच संयोजन: संवहन अनुभाग की मात्रा बढ़ाएं, मिश्रण ब्लॉक/कतरनी ब्लॉक के लेआउट को अनुकूलित करें, कतरनी गर्मी को कम करें और प्लास्टिकीकरण के आधार पर संवहन दक्षता में सुधार करें।
· मोल्ड बैरल हीटिंग: स्थानीय ओवरहीटिंग या अपर्याप्त प्लास्टिककरण को रोकने के लिए तापमान में उतार-चढ़ाव ≤±1℃ के साथ ज़ोनड सटीक तापमान नियंत्रण (पीआईडी) को नियोजित करता है।
2. गति और भार मिलान (त्वरण की कुंजी)
· मोटर गति: रेटेड टॉर्क का 70%-90% और स्थिर करंट बनाए रखते हुए धीरे-धीरे गति बढ़ाएं (पीई/पीपी सिस्टम 150-250 आरपीएम तक पहुंच सकते हैं)।
· फीडिंग सिंक्रोनाइजेशन: एक वजन घटाने वाला फीडर नियोजित किया जाता है, जो "निष्क्रिय रोटेशन" या अधिभार को रोकने के लिए 70% -90% की स्क्रू स्लॉट भरने की दर सुनिश्चित करने के लिए मुख्य मशीन की घूर्णन गति से जुड़ा हुआ बंद-लूप है।
· वैक्यूम सिस्टम: स्थिर उच्च वैक्यूम (-0.08 से 0.09 एमपीए) बनाए रखता है, जल वाष्प और अस्थिर घटकों को तुरंत हटा देता है, बुलबुले कम करता है, सतह की गुणवत्ता में सुधार करता है और प्रसंस्करण गति को बढ़ाता है।

तृतीय. मोल्ड और सेटिंग (अधिकतम रैखिक गति निर्धारित करें)
1. मोल्ड डिजाइन और फ्लो चैनल अनुकूलन
· सीएफडी सिमुलेशन द्वारा अनुकूलित हैंगर प्रकार और फिश टेल प्रकार डाई हेड में सुचारू प्रवाह चैनल और समान दबाव वितरण होता है, जो सामग्री को चिपकने और स्थानीय ओवरहीटिंग से बचा सकता है।
· डाई का अंतर उचित है, और संपीड़न अनुपात मध्यम (3-5:1) है, जो एक्सट्रूज़न दबाव और पिघल प्रतिरोध को कम करता है।
· मोल्ड हीटिंग: ज़ोन तापमान नियंत्रण और पर्याप्त ताप शक्ति के साथ, मोल्ड गुहा में पिघल का तापमान एक समान होना सुनिश्चित होता है और तरलता सुसंगत होती है।
2. अंशांकन प्रणाली (गति सुधार के लिए मुख्य बाधा)
· लम्बी सेटिंग टेबल (आमतौर पर 8-12 मीटर) शीतलन क्षेत्र और संपर्क समय को बढ़ाती है।
· शीतलक मार्ग :
o उच्च प्रवाह, कम तापमान वाले परिसंचारी पानी (15-25 डिग्री सेल्सियस) का उपयोग गर्मी को तेजी से खत्म करने और सेटिंग समय को कम करने के लिए किया जाता है।
o मोल्ड में बहु-बिंदु छिड़काव और वैक्यूम सोखना सुनिश्चित करता है कि प्रोफ़ाइल जल्दी से मोल्ड का पालन करती है, आयामी स्थिरता बनाए रखती है, और विरूपण को रोकती है।
· वैक्यूम स्थिरता: यह सुनिश्चित करता है कि प्रोफ़ाइल समान शीतलन के साथ फॉर्मिंग डाई में पूरी तरह से सोख ली गई है, जिससे कर्षण गति में उल्लेखनीय वृद्धि होती है।
चतुर्थ. ट्रैक्शन, कूलिंग और रियर सेक्शन (पूरी लाइन में सिंक्रोनस)
1. कर्षण प्रणाली
· मल्टी-रोल, उच्च-घर्षण ट्रैक्शन मशीन को बंद-लूप (पीआईडी) में मुख्य मशीन की गति के साथ रैखिक गति में उतार-चढ़ाव ≤±0.1m/मिनट के साथ सिंक्रनाइज़ किया जाता है।
· ट्रैक्शन गति मिलान एक्सट्रूज़न दर: कूलिंग को आकार देने की अनुमति के आधार पर, "हाई-स्पीड एक्सट्रूज़न + हाई-स्पीड ट्रैक्शन" प्राप्त करने के लिए धीरे-धीरे ट्रैक्शन बढ़ाएं।
2. शीतलन प्रणाली (द्वितीयक शीतलन)
· स्प्रे कूलिंग वॉटर टैंक (5-10 मीटर) बढ़ाएं ताकि यह सुनिश्चित हो सके कि फॉर्मिंग टेबल से निकलने के बाद प्रोफाइल तेजी से कमरे के तापमान पर ठंडा हो जाए, जिससे बाद में विरूपण या खराब कटिंग को रोका जा सके।
· कूलिंग फैन सहायक: शीतलन दक्षता बढ़ाने के लिए सतह पर मजबूर वायु शीतलन।
3. काटना और पैलेटाइज़ करना (डाउनटाइम कम करना)
· उत्पादन बिना रुके निरंतर चलता रहता है।
· गड़गड़ाहट और अपशिष्ट को कम करने और उपकरण परिवर्तन और सफाई की आवृत्ति को कम करने के लिए काटने के मापदंडों को अनुकूलित करें।
· स्वचालित पैलेटाइज़िंग/स्टैकिंग: मैन्युअल हस्तक्षेप को कम करता है और उत्पादन क्षमता में सुधार करता है।

V. प्रक्रिया नियंत्रण और इंटेलिजेंस (स्थिर त्वरण)
· तापमान वक्र अनुकूलन:
ओ बैरल: फीडिंग सेक्शन में कम तापमान (एंटी-ब्रिजिंग) → प्लास्टिसाइजिंग सेक्शन में धीरे-धीरे गर्म होना → होमोजेनाइजिंग सेक्शन में स्थिर तापमान → डाई हेड में थोड़ा अधिक तापमान (तरलता बनाए रखने के लिए)।
o अपर्याप्त प्लास्टिकीकरण और दबाव स्पाइक्स को रोकने के लिए "लो फ्रंट, हाई बैक" पैटर्न से बचें।
· दबाव की निगरानी:
डाई हेड दबाव को एक उचित सीमा (उदाहरण के लिए, 10-18 एमपीए) के भीतर बनाए रखें। यदि दबाव में महत्वपूर्ण उतार-चढ़ाव होता है, तो गति कम करें या फॉर्मूलेशन/मोल्ड की समीक्षा करें।
· एकीकृत सिस्टम नियंत्रण:
पीएलसी वन-टच स्टार्ट/स्टॉप और रियल-टाइम पैरामीटर समायोजन के साथ होस्ट, फीडिंग, वैक्यूम, ट्रैक्शन, कूलिंग और कटिंग सहित सभी घटकों का प्रबंधन करता है।
· ऑनलाइन निरीक्षण:
लेजर व्यास माप, मोटाई/चौड़ाई की वास्तविक समय प्रतिक्रिया, कर्षण/तापमान की स्वचालित फ़ाइन-ट्यूनिंग, समायोजन के लिए स्क्रैप और डाउनटाइम को कम करना।

सारांश
व्यापक अनुकूलन प्राप्त करने के लिए, सुधारों में कई महत्वपूर्ण क्षेत्रों को शामिल किया जाना चाहिए: फॉर्मूला और कच्चे माल का प्रीट्रीटमेंट, एक्सट्रूज़न मुख्य मशीन और स्क्रू कॉन्फ़िगरेशन, मोल्ड डिजाइन और आकार देने वाले सिस्टम, ट्रैक्शन कूलिंग और डाउनस्ट्रीम प्रक्रियाएं, साथ ही प्रक्रिया नियंत्रण और बुद्धिमान प्रबंधन सिस्टम। सबसे पहले, तरलता और थर्मल स्थिरता को बढ़ाने के लिए सामग्री सूत्र को अनुकूलित करना - सटीक मिश्रण और पूर्व-प्लास्टिसाइजेशन के साथ संयुक्त - चिकनी एक्सट्रूज़न के लिए मौलिक आधार स्थापित करता है। दूसरा, इष्टतम गति-भार मिलान सुनिश्चित करते हुए स्क्रू-बैरल असेंबलियों को अपग्रेड करना गति बढ़ाने के लिए एक महत्वपूर्ण चालक के रूप में कार्य करता है। तीसरा, परिष्कृत मोल्ड डिज़ाइन, फ्लो चैनल अनुकूलन, और वैक्यूम शेपिंग टेबल सुधार लाइन गति को अधिकतम करने के लिए महत्वपूर्ण एनेबलर्स के रूप में कार्य करते हैं। इसके अतिरिक्त, डाउनस्ट्रीम प्रक्रिया अनुकूलन - ट्रैक्शन सिस्टम, कूलिंग लाइन और स्वचालित कटिंग/पैलेटाइजिंग को शामिल करते हुए - पूर्ण-लाइन सिंक्रनाइज़ेशन की सुविधा प्रदान करता है और उत्पादन डाउनटाइम को कम करता है। अंत में, उन्नत प्रक्रिया नियंत्रण और बुद्धिमान प्रौद्योगिकियाँ स्थिर, सुसंगत उत्पादन सुनिश्चित करती हैं, जिससे उत्पाद की गुणवत्ता से समझौता किए बिना स्थायी गति में सुधार होता है।
सम्बंधित खबर
- नारियल के खोल को डब्ल्यूपीसी डेकिंग में बनाने का परीक्षण
- उच्च-उपज और ऊर्जा-बचत करने वाली लकड़ी पाउडर क्रशिंग और ग्राइंडिंग मशीन: योंगटे ने यूरोपीय ग्राहक की ऑन-साइट प्रदर्शन स्वीकृति पारित की
- यूरोपीय ग्राहकों के लिए उच्च प्रदर्शन डब्ल्यूपीसी ग्रेनुलेटर
- 50 मिमी ठोस मोटे पैनलों के लिए प्लास्टिक लम्बर एक्सट्रूज़न लाइन
- योंगटे ने भारतीय ग्राहकों के लिए सॉलिड फोम डब्ल्यूपीसी डोर फ्रेम एक्सट्रूज़न लाइन पूरी की
- क्या योंगटे प्लास्टिक लकड़ी मशीन विभिन्न आकृतियों और साइज़ की प्लास्टिक लकड़ी का उत्पादन कर सकती है?
मुझे संदेश दे देना











